Друзья, всех приветствую на нашем канале для самоучек в сварке и слесарке. А также просто для любителей работы с металлом. Каждая наша статья или видео-это подсказка новичку простыми словами, чтобы он сразу смог применить её.
Эта статья для начинающих объяснит и покажет на фотках направление движение электрода при сварке. Начнём издалека, смотрите следующие фотографии.
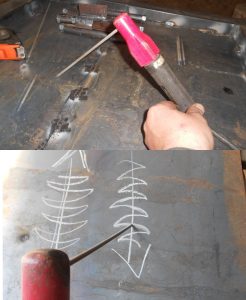
Перед сваркой мы берём держак с электродом и немного наклоняем ручку держака вниз. Так просто удобно держать и удобно сваривать. Электрод в таком положении образует какой-либо острый угол от вертикали. Под 90 градусов, строго вертикально никто не сваривает.
В таком положении электрода и держака есть 2 направления движения при сварке. Это сварка от себя или сварка к себе. Вроде бы понятно это, но так называть не стоит и не правильно.
Правильно говорить сварка углом вперёд или сварка углом назад. Помните я говорил что электрод образует острый угол от вертикального положения. Вот поэтому и в сварке используют это выражение. Смотрите следующее фото, так вы навсегда это запомните.

Друзья, вот это сварка углом вперёд. Зажигаем электрод и начинаем сваривать металл. Направление движения от места поджига как-бы от себя, вперёд. Можно даже сказать что держак движется вслед за электродом. А вот так будет наоборот.
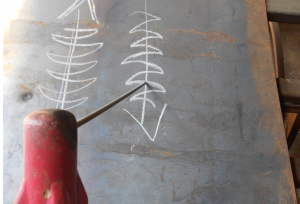
Это так мы будем варить углом назад. Зажигаем электрод и как-бы тянем его на себя. Здесь получается что электрод движется вслед за держаком. Так, ну а в чем здесь разница, как новичку правильно варить, углом вперёд или углом назад?

При заведомо равных условиях, это я имею ввиду толщину электрода, сварочный ток и скорость движения будет как на картинке.
А точнее, углом вперёд глубина провара меньше, но шов будет пошире.
Углом назад всё наоборот-глубина провара больше, ширина шва получается поуже.
Ну а как тогда лучше? Сварщики в процентах 90 варят именно углом назад. Так лучше виден сварочный процесс-формирование ванны. Давление дуги будет отбрасывать шлак назад, не давая ему затекать на ванну-вероятность зашлаковки меньше.
Углом вперёд сваривать можно тонкие металлы, здесь не нужен глубокий провар, даже желательно наоборот. Но так желательно сваривать металл встык. Если это будет угловой шов, то при сварке шлак будет затекать впереди сварочного шва. Угловые швы-углом назад.

Хотя большинство сварщиков и с тонкими металлами предпочитают варить углом назад. Лично я углом вперёд могу поварить тонкую профтрубу если это стыковой шов и зазор получился немного великоват-углом вперёд с отрывом такой зазор достаточно быстро заплавляется без присадки из стержня другого электрода.
Друзья, все эти способы сварки актуальны для нижнего и горизонтального положения. Если предстоит сваривать вертикальный шов, то здесь всё будет наоборот.

Вертикал варят электродом снизу вверх, получается движение углом вперёд. Так проще, провар лучше. Варят и толстые и тонкие металлы.
Но тонкие металлы, в частности профтрубу, можно заваривать и сверху вниз. Но здесь ведут электрод не отрывая-нужен опыт и сноровка чтобы так варить, новичку лучше повременить с этим. Получается это сварка углом назад.
Вот такие сварочные законы. Если услышите сварка от себя или сварка к себе, то теперь знаете что это значит варим углом вперёд или углом назад.










