Самая простая для новичка сварка, это сварка электродом с отрывом. Так сваривают тонкую профильную трубу у себя на участке.
Но и здесь есть несколько хитростей, применив которые, можно получать сварочные швы очень плотные-чешуйка к чешуйке, и они будут достаточно красивы внешне.
Покажу этот способ на профильной трубе 40 на 60 мм, толщиной 2 мм. Сделал болгаркой прорези в трубе шириной примерно 2 мм, это будет имитация стыков труб с зазором. Сначала посмотрим нужный результат сварки, а потом подробно разберём что и как делать.

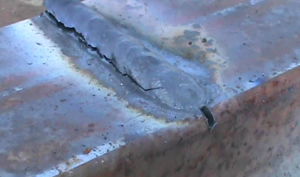
Вот увеличенные фото шва выполненного электродом с отрывом. Чешуя довольно плотная, как говорят сварщики чешуйка к чешуйке. Такой шов можно применить и для сварки конструкции под воду-чтобы было герметично, не потекло. А теперь перейдём к набору рекомендаций новичку для подобной сварки.
Для сварки с частым отрывом понадобятся электроды с рутиловым или рутил целлюлозным покрытием. Такие электроды легко повторно поджигаются, варят точка за точкой.
Это марки электродов АНО-21. МР-3. ОК-46 00. МОНОЛИТ. АРСЕНАЛ.
Чтобы было удобней часто прерывать и заново начинать сварку, электрод в держак лучше зажать в положение под 90 градусов. Для совсем начинающих можно даже целый электрод болгаркой разделить на 2 части, коротким электродом просто легче управлять.
Если варим тонкую профильную трубу до 3 мм, то лучше поставить кабели инвертора в положение прямой полярности. Это значит держак с электродом подсоединим к минусовой клемме аппарата, а массу к плюсовой. Так уменьшиться вероятность прожогов.
Сварочный ток поставим примерно так-экспериментально найдём золотую середину когда электрод не прилипает и не прожигает стенку трубы хотя бы пару секунд непрерывного горения дуги-на металле трубы без зазора, в зазоре прожгёт быстрее.
У меня электрод 3 мм марки АНО-21, сварочный ток выставил на значении от 80 до 90 ампер.
А теперь сами движения электрода.
Поджигаем электрод в начале зазора. Поджигаем и отрываем несколько раз, пару или три раза. Это мы делаем чтобы первая точка получилась нужной шириной, ориентировочно нужно 2-2.5 диаметра электрода с обмазкой. Это будет нужная оптимальная ширина будущего шва. И тут начинается сама суть.

Повторный поджиг. Торцом электрода опускаемся в контур границы предыдущей сварочной ванны. Можно сказать зайдём на миллиметр внутрь контура предыдущей сварочной ванны.
И в этот момент мы внимательно смотрим чтобы под электродом сварочная ванна расплылась толщиной аналогично с толщиной первой сварочной точки. Как эта ширина получилась, в этот момент делаем отрыв электрода.

И так делаем точка за точкой, смотрим чтобы получалась та же ширина расплыва сварочной ванны как и у предыдущей точки.
Ещё важно как и в какую сторону делать отрыв электрода, смотрите.

Отрыв электрода делаем немного назад и вправо. Так мы дополнительно отодвигаем шлак чуть назад в сварочной ванне над металлом. Просто так повторная точка металла будет лучше растекаться.
Это нужно попробовать сравнить на практике. я предпочитаю делать отрыв в нижнем положении именно так, чешуйки шва с этим способом мельче. Вот и вся теоретическая подготовка, давайте ещё поварим, глянем что будет.
Варим точка за точкой. Не спешим, если появляются признаки близкого прожога-сварочная ванна начинается вогнутая, то тогда увеличиваем время между повторным поджигом. Заварили шов, смотрим.
Шлак начинает отходить одной сплошной коркой, а это значит шов получился гладким и с мелкой чешуёй.

Так и есть, при многократном приближении всё получилось хорошо. Довольно симпатично и плотно.